Створення саморобного компресора є виправданим економічним рішенням, що дозволяє отримати функціональний агрегат за ціною металобрухту. Головна перевага пристрою на базі двигуна від холодильника полягає в його майже ідеальній тиші, що критично для роботи в умовах квартири чи домашньої майстерні. Такий апарат ідеально підходить для тонких робіт: художньої аерографії, фарбування невеликих деталей або підкачування коліс. Використання вживаних деталей від старої техніки забезпечує конструкції великий запас міцності завдяки значному ресурсу герметичних двигунів.
Оцінка стану та демонтаж герметичного агрегату
Демонтаж починається з акуратного від’єднання компресора від системи та визначення типу двигуна, який буває класичним поршневим або сучасним лінійним.
Критичні елементи для збереження:
- Мідні патрубки. Довжина виводів повинна становити не менше 10–15 см для зручного підключення шлангів у майбутньому.
- Пускозахисне реле. Обов’язково збережіть оригінальний блок керування двигуном, що знаходиться у заводському захисному корпусі.
- Металеві елементи. Кріплення разом з оригінальними гумовими амортизаторами дозволять значно мінімізувати робочі вібрації.
- Кабель живлення. Потрібен цілісний провід без видимих пошкоджень ізоляції для забезпечення повної безпеки при роботі.
Для перерізання мідних трубок варто використовувати спеціальний труборіз, а за його відсутності — пасатижі, якими потрібно акуратно перетиснути метал. Не використовуйте ножівку, оскільки дрібна стружка всередині системи миттєво виведе поршень з ладу. Після вивільнення агрегату необхідно на мить увімкнути його в мережу: трубка, що активно виштовхує повітря, є вихідною, а та, що всмоктує — вхідною. Позначте їх маркером для подальшого монтажу. Це дозволить правильно підключити систему фільтрації та уникнути помилок при збиранні основної пневмомагістралі.
Регламент заміни мастильних матеріалів
Штатна олива в холодильнику розрахована на роботу з фреоном у закритому контурі, а при контакті з повітрям вона швидко поглинає вологу і втрачає властивості. Для заміни рідини необхідно злити старе мастило через сервісну трубку або просвердлити невеликий технологічний отвір у дні корпусу, який потім надійно заглушується саморізом або пайкою.
Потрапляння найдрібніших частинок металу або пилу в картер компресора під час заміни мастила призводить до заклинювання поршневої групи.
Оптимальний об’єм заливки становить приблизно 250–300 мл, залежно від габаритів корпусу конкретної моделі. Для заправки найкраще підходить напівсинтетичне мастило 10W-40 або спеціалізована мінеральна рідина для повітряних поршневих систем. Процес заливки виконується за допомогою медичного шприца великого об’єму та гнучкого силіконового кембрика, який надягається на всмоктувальну трубку. Мастило втягується всередину за рахунок короткочасного ввімкнення двигуна або просто заливається самопливом через лійку. Це забезпечить стабільну роботу пар тертя, знизить нагрів під час тривалого використання та захистить металеві елементи від корозії, яка виникає через конденсат.
Підбір допоміжного обладнання для створення ресивера

Ресивер необхідний для накопичення стисненого повітря, що дозволяє уникнути пульсацій потоку та забезпечити стабільний тиск на виході. Найбільш надійним та безпечним варіантом є використання порожнього корпусу вуглекислотного вогнегасника моделей ОУ-5 чи ОУ-8 або старого газового балона. Обрана ємність повинна мати ідеальну герметичність та бути розрахованою на значні навантаження. Обов’язковою умовою є здатність стінок балона витримувати робочий тиск не менше 10–15 бар, що підтверджується маркуванням на корпусі. Перед монтажем внутрішню порожнину балона слід очистити від іржі та залишків речовин, щоб запобігти забрудненню повітря, яке подаватиметься на інструмент.
| Тип ємності | Об’єм (л) | Матеріал |
|---|---|---|
| Вогнегасник вуглекислотний | 5–10 | Сталь високого тиску |
| Ресивер від вантажівки | 15–25 | Тонкостінна сталь |
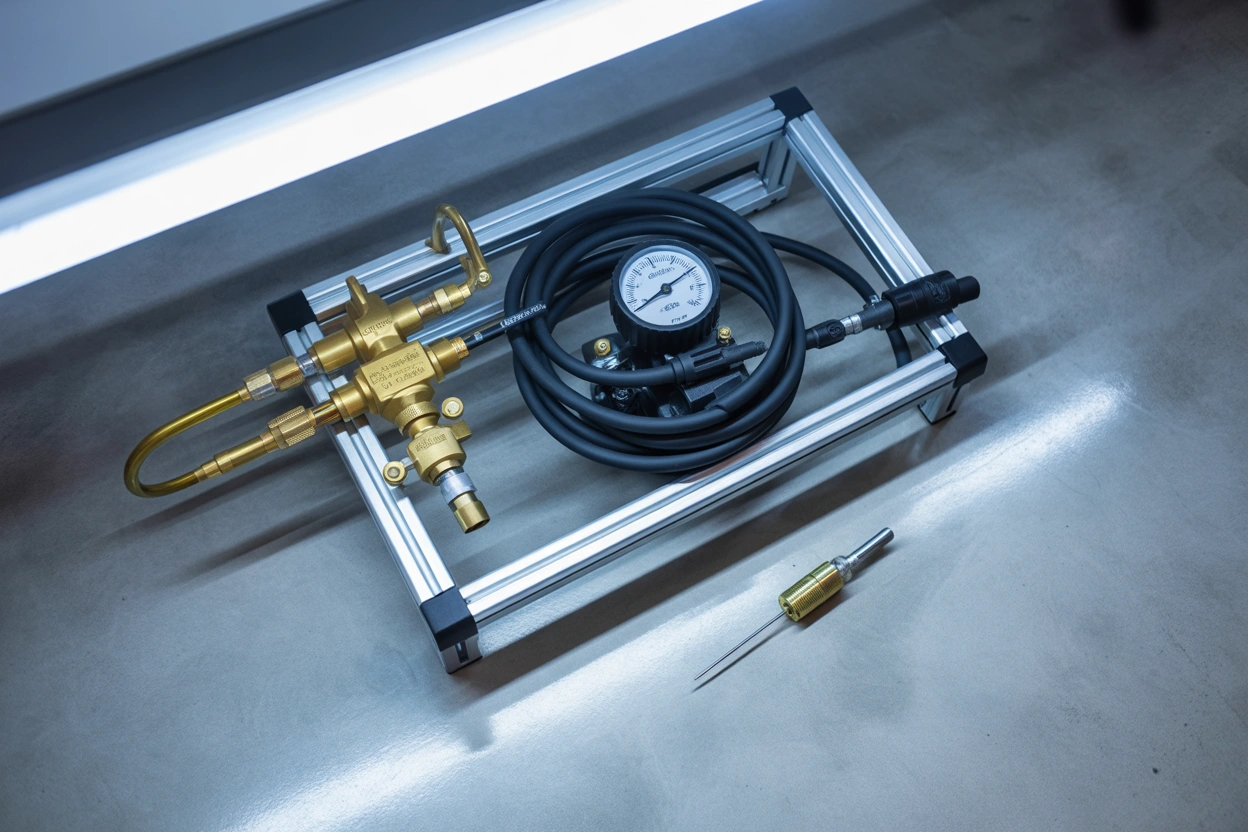
Для з’єднання всіх частин конструкції знадобляться сантехнічні або спеціалізовані пневматичні фітинги та перехідники, які можна знайти на маркетплейсах на кшталт olx.ua. Вони дозволяють надійно закріпити манометри, реле тиску та шланги. Важливо обирати латунні або сталеві деталі з якісною різьбою, що виключає ризик розгерметизації під час інтенсивної експлуатації установки.
Використання автомобільних паливних фільтрів тонкого очищення на вході та вологовідділювача на виході захистить пневмоінструмент від потрапляння частинок мастила та вологи.
Конфігурація пускової системи та електропроводки
Монтаж електричної частини вимагає суворого дотримання правил безпеки, зокрема обов’язкового заземлення металевого корпусу агрегату.
Для правильного підключення необхідно ідентифікувати три мідні контакти на корпусі двигуна: загальний, пускову та робочу обмотки. Їх розташування зазвичай нагадує трикутник, а призначення визначається за допомогою вимірювання опору. Робоча обмотка має менший опір, пускова — більший, а між ними фіксується сумарне значення. Використання штатного реле значно спрощує процес, оскільки воно вже розраховане на параметри даного двигуна та забезпечує його коректний і безпечний старт.
Послідовність монтажу:
- Визначення опору. Використання мультиметра для точного пошуку пускового контакту серед трьох наявних виводів двигуна.
- Закріплення реле. Монтаж пускового пристрою в суворо горизонтальному або вертикальному положенні згідно з технічним маркуванням.
- Мережевий кабель. Підключення живлення через плавкий запобіжник на 6–10 А для захисту від можливого короткого замикання.
- Монтаж керування. Встановлення загального вимикача або підключення контактів до автоматичного пресостату для автономної роботи.
Захисне реле відіграє критичну роль, автоматично вимикаючи живлення у разі критичного перегріву двигуна під час тривалої роботи. Використання штатних роз’ємів замість звичайної скрутки запобігає іскрінню та гарантує надійність контакту.
Фінальна збірка пневматичної магістралі
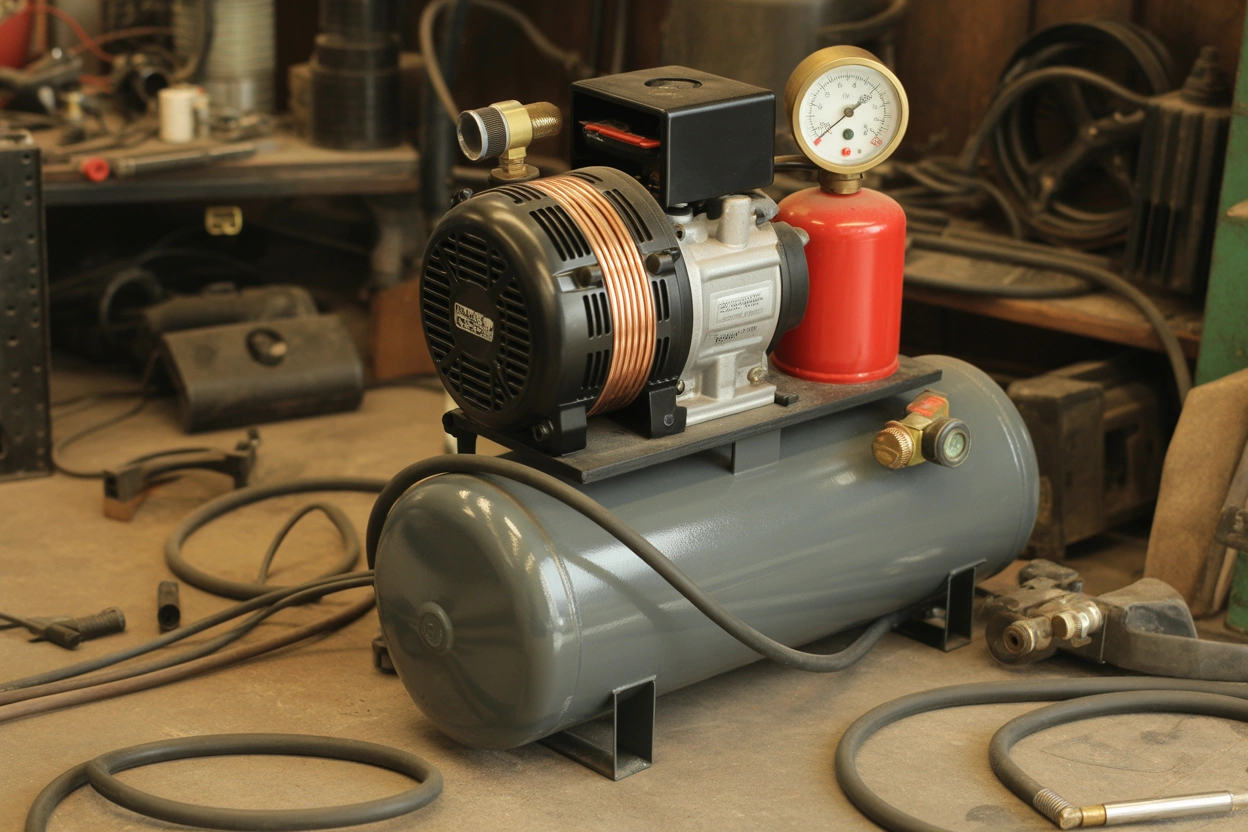
Остаточний етап передбачає об’єднання всіх підготовлених компонентів у цілісну систему, яку найкраще змонтувати на спільній металевій рамі або дерев’яній платформі з колесами для мобільності. Для з’єднання компресора з ресивером та іншими вузлами слід використовувати армовані шланги високого тиску. Фіксація всіх гнучких з’єднань здійснюється за допомогою сталевих черв’ячних хомутів, що виключає зрив трубок при досягненні пікових показників тиску в системі.
Обов’язкові вузли на виході:
- Манометр. Прилад для візуального контролю поточного тиску стисненого повітря всередині балона.
- Реле тиску. Пресостат типу РДМ-5 або ПМ-5 для автоматичного ввімкнення та вимкнення двигуна.
- Зворотний клапан. Механізм для утримання повітря в ресивері та полегшення повторного пуску компресора.
- Запобіжний клапан. Підривник для екстреного скидання надлишкового тиску у разі несправності автоматики.
- Вихідний кран. Запірний механізм зі швидким роз’ємом для зручного підключення різного пневматичного інструменту.
Налаштування робочого діапазону тиску, який зазвичай становить від 4 до 6 бар, виконується за допомогою регулювальних пружин всередині пресостату. Це забезпечує оптимальний режим роботи двигуна без ризику його передчасного зносу.
Кожне різьбове з’єднання після складання необхідно обробити мильним розчином під тиском 5 бар для виявлення мікровитоків повітря.
Фінальна герметизація всіх різьбових з’єднань виконується за допомогою ФУМ-стрічки або спеціального анаеробного герметика.
Чи перевершує саморобний агрегат бюджетні заводські аналоги?
Створення такого пристрою є доцільним для майстрів, які цінують тишу та надійність. Хоча китайські аналоги доступні, вони створюють сильний шум і мають обмежений ресурс. Саморобна конструкція з холодильника виграє в довговічності та комфорті використання у квартирі, вимагаючи лише мінімальних витрат на додаткові комплектуючі.

